Antecedentes
Una máscara antigás es un dispositivo diseñado para proteger al usuario de vapores nocivos, polvo y otros contaminantes. Las máscaras pueden estar diseñadas para llevar su propio suministro interno de aire fresco, o pueden estar equipadas con un filtro para filtrar los contaminantes nocivos. Este último tipo, conocido como respirador purificador de aire (APR), consiste en una pieza facial ajustada que contiene uno o más cartuchos de filtro, una válvula de exhalación y piezas oculares transparentes. El primer APR fue patentado en 1914 por Garret Morgan de Cleveland, Ohio, un inventor afroamericano al que también se le atribuyen importantes mejoras en la señalización del tráfico. Cuando la fábrica de agua de Cleveland explotó en 1916, Morgan demostró el valor de su invento entrando en el túnel lleno de gas bajo el lago Erie para rescatar a los trabajadores. El dispositivo de Morgan evolucionó posteriormente hasta convertirse en la máscara antigás, utilizada en la Primera Guerra Mundial para proteger a los soldados de los productos químicos utilizados en la guerra.
Desde aquella época, se han producido importantes avances en la tecnología de las máscaras antigás, sobre todo en el ámbito de los nuevos medios de filtración. Además, las máscaras se han hecho más cómodas y ajustadas con plásticos modernos y compuestos de goma de silicona. En la actualidad, las APR se utilizan para filtrar muchas sustancias indeseables en el aire, como los humos industriales tóxicos, la pintura vaporizada, las partículas contaminantes y algunos gases utilizados en la guerra química. Estas máscaras se fabrican en varios estilos, algunos que cubren sólo la boca y la nariz y otros que cubren toda la cara, incluidos los ojos. Pueden diseñarse tanto para uso militar como industrial pero, aunque los dos tipos son similares en cuanto a diseño, las máscaras militares deben cumplir normas diferentes a las utilizadas en la industria. Este artículo se centrará en la fabricación del tipo de máscara completa utilizada para aplicaciones industriales.
Materias primas
Una máscara antigás completa consta de un cartucho filtrante, una pieza flexible para cubrir la cara, lentes transparentes para los ojos y una serie de correas y bandas para sujetar el dispositivo en su sitio. El cartucho filtrante es un recipiente de plástico de 8 a 10 cm de diámetro y 2,5 cm de profundidad, que contiene un agente filtrante. Los filtrantes a base de carbono se utilizan habitualmente porque pueden adsorber grandes cantidades de gases orgánicos, especialmente los vapores de alto peso molecular como los utilizados en la guerra química. Sin embargo, los vapores inorgánicos no suelen adsorberse con fuerza en el carbón. Las propiedades de adsorción del carbono pueden mejorarse impregnando las partículas con reactivos específicos o catalizadores de descomposición. Este tipo de carbón tratado químicamente se conoce como «carbón activado». El tipo de carbón activado que se emplea en un determinado cartucho filtrante depende del tipo específico de contaminante industrial que se desea cribar. Por ejemplo, el carbón tratado con una combinación de cromo y cobre, conocido como «carbón Whetlerite», se ha utilizado desde los años 40 para filtrar el cianuro de hidrógeno, el cloruro de cianógeno y el formaldehído. Hoy en día, debido a la preocupación por la toxicidad del cromo, se utiliza en su lugar una combinación de molibdeno y trietilendiamina. Otros tipos de carbón activado emplean plata u óxidos de hierro y zinc para atrapar los contaminantes. El carbón tratado con sodio, potasio y álcali se utiliza para absorber los vapores de las aguas residuales (sulfuro de hidrógeno), el cloro y otros gases nocivos.
El «faldón», o pieza que cubre la cara, de la máscara se utiliza para mantener los otros componentes en su lugar y para proporcionar un sello seguro alrededor de la zona de la cara. Dependiendo del diseño de la máscara, se puede insertar una válvula de exhalación en la pieza facial. Esta válvula unidireccional permite expulsar los gases de escape sin permitir que el aire exterior entre en la máscara.
Los oculares utilizados en las máscaras de gas son lentes de plástico transparente resistentes a los productos químicos. Su función principal es garantizar que la visión del usuario no se vea comprometida. Dependiendo del entorno industrial en el que se vaya a utilizar la máscara, los oculares pueden tener un tratamiento especial para ser inastillables, resistentes a la niebla, o para filtrar ciertos tipos de luz. La mayoría de los fabricantes de máscaras de gas no fabrican sus propios oculares; en su lugar, un proveedor externo los moldea a partir de plástico de policarbonato y los envía a los fabricantes para su montaje.
Las correas elásticas que sujetan la máscara a la cara suelen ser de goma de silicona. Se pueden añadir correas suplementarias para permitir que la máscara se cuelgue cómodamente alrededor del cuello durante las pausas en el trabajo.
Diseño
El diseño de la máscara en sí varía según la aplicación industrial. Algunas máscaras están diseñadas con diafragmas de voz, otras están construidas para aceptar filtros adicionales y otras están hechas para ser conectadas a un suministro de aire externo. Aunque el diseño fundamental no varía para un determinado tipo de mascarilla, el tipo de filtrante utilizado variará en función del uso previsto del producto. Los fabricantes disponen de una gran variedad de estilos de mascarilla y cartuchos filtrantes. Cuando reciben pedidos de un tipo específico de mascarilla, pueden diseñar a medida una mascarilla que tenga las características adecuadas.
El proceso de fabricación
-
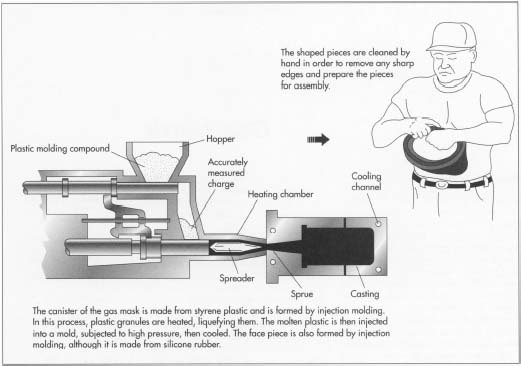
El cartucho está hecho de plástico de estireno, que es resistente al agua y a otros

productos químicos, tiene buena estabilidad dimensional y está especialmente diseñado para el moldeo por inyección. El moldeo por inyección es un proceso mediante el cual se inyecta plástico fundido en un molde a alta presión. El molde utilizado para los botes de las máscaras de gas consiste en dos piezas metálicas en forma de disco que se sujetan entre sí. La resina plástica se licúa mediante calentamiento y luego se inyecta en el molde a través de un émbolo de inyección. A continuación, el molde se somete a alta presión. La mayoría de las máquinas de inyección comprimen el molde con una presión que oscila entre 50 y 2.500 toneladas (51-2.540 toneladas métricas). Una vez comprimido el plástico fundido, se hace pasar agua de refrigeración por los canales del molde para enfriar y endurecer el plástico. Se libera la presión, se separan las dos mitades del molde y se expulsa el bote terminado.
El estireno es una resina termoplástica, lo que significa que se puede volver a fundir repetidamente, por lo que las piezas de desecho se pueden volver a trabajar para hacer más botes. Por lo tanto, hay muy poco plástico desperdiciado en este proceso. Un proceso de moldeo similar se lleva a cabo para crear pequeñas pantallas circulares que encajan en el interior del bote. Las rejillas están diseñadas para mantener el carbón activado en su lugar dentro del cartucho. A medida que los botes se desplazan por la línea de montaje, se inserta una pantalla, se llena el bote con el filtrante adecuado y se coloca la segunda pantalla en su lugar.
- La pieza frontal está moldeada por inyección de caucho de silicona. El caucho de silicona tiene una estabilidad extraordinaria, es resistente a las altas temperaturas y puede adaptarse a las curvas de la cara y la cabeza. Además, es termoplástico y puede volver a moldearse cuando sea necesario. El proceso de moldeado es muy similar al descrito anteriormente. Después del moldeo, el faldón debe ser retirado del molde, y cualquier borde áspero debe ser limpiado a mano antes de que los otros componentes puedan ser fijados.
- Las piezas se ensamblan en una línea de montaje parcialmente automatizada con dos a cuatro trabajadores de línea supervisando el proceso. El recipiente del filtro completado se une a la pieza facial y los oculares se insertan y se mantienen en su lugar con adhesivo. Por último, las correas y bandas se fijan a la pieza facial con remaches metálicos. Una vez terminado el montaje, la máscara se somete a un último control de calidad. Cuando las máscaras pasan la inspección, se identifican con las marcas apropiadas de acuerdo con la Norma Nacional Americana para la Identificación de Cartuchos y Recipientes de Respiradores Purificadores de Aire. Las máscaras terminadas se empaquetan para su envío. Los envases utilizados para embalar las máscaras también deben designar la identidad de la máscara. Además, deben estar diseñados para facilitar el acceso si las máscaras pudieran utilizarse en caso de emergencia.
Subproductos/Residuos
Dependiendo del tipo de tratamiento químico al que haya sido expuesto el carbón activado, puede ser clasificado como residuo químico. Este es el caso de algunos filtrantes, como el carbón tratado con cromo. El proceso de moldeo por inyección utilizado para los botes y las piezas frontales genera pocos residuos, ya que cualquier pérdida de resina puede volver a fundirse y utilizarse de nuevo. Las lentes son fabricadas por un proveedor externo, por lo que los fabricantes de máscaras de gas no tienen que abordar el problema de los residuos de policarbonato.
Control de calidad
Las máscaras de gas, y los respiradores purificadores de aire en general, están regulados por el Código de Regulaciones Federales (CFR). Estas regulaciones especifican el tipo de máscaras a utilizar para una aplicación específica. Algunos ejemplos de los diferentes tipos de máscaras reconocidos por el CFR son los aparatos de respiración autónomos, los respiradores de partículas purificadoras de aire no motorizados, los respiradores de cartucho químico y las máscaras antipolvo. La normativa estipula el tipo exacto de pruebas que deben realizarse para garantizar la calidad del producto final. El tipo de pruebas depende de la aplicación final de las máscaras, es decir, del tipo de contaminantes que se espera que filtre. El CFR especifica los tipos de contaminantes con los que debe probarse el gas, y también estipula las condiciones en las que deben realizarse las pruebas. Por ejemplo, algunas máscaras deben ser expuestas al contaminante durante largos períodos de tiempo. Otras deben probarse en condiciones específicas de temperatura y humedad. Para ello, se hace pasar por la máscara una corriente de aire contaminada con una cantidad conocida de veneno. A continuación se mide el tiempo necesario para que el contaminante sature el filtro y comience a atravesarlo.
Las pruebas se realizan en varios puntos del proceso de fabricación. Hay una inspección inicial de los productos entrantes para garantizar que cumplen las especificaciones mínimas de calidad. Esto incluye los filtrantes, las resinas utilizadas para el moldeo y los oculares acabados tal como se reciben. El bote debe probarse después del montaje para garantizar que tiene un sellado adecuado y que el filtro de carbón funciona. La máscara se prueba una vez más después de que se hayan ensamblado todos los componentes. La máscara final puede colocarse en la cabeza de un maniquí para garantizar que el sellado es hermético y que la máscara mantiene su sellado en movimiento.
El futuro
A lo largo de los últimos 80 años, la tecnología básica de las máscaras de gas se ha probado repetidamente, por lo que no es probable que cambie en el futuro. El reto para la industria de las APR será desarrollar productos para fines especiales, como respiradores para bebés o máscaras para personas con heridas en la cabeza y otras lesiones incapacitantes. El futuro de estos productos también depende de los avances en la ciencia de los materiales, que permiten fabricar productos más pequeños y ligeros. De hecho, se prevé que los actuales esfuerzos de investigación en la química del carbono den como resultado el desarrollo de un bote filtrante que tenga sólo la mitad del tamaño del estándar actual y sea más eficaz. Estas y otras mejoras en los materiales darán lugar a nuevas generaciones de dispositivos de respiración para uso industrial, así como para aplicaciones médicas y militares.
Dónde obtener más información
Libros
Ahmstead, B.H. Manufacturing Processes. John Wiley and Sons, 1977.
Otros
Laboratorio de pruebas nacionales de máscaras antigás. http://www.niih.go.jp:80/guide/english/profile/gasmask/gasmask.htm (9 de julio de 1997).
– Randy Schueller