- Bakgrund
- Råvaror
- Kulavfall & Tillverkning
- Höljeskonstruktion & Tillverkning
- Primer Design & Tillverkning
- Tillverkningsprocessen: Montering av patroner
- Storleksanpassning av hylsan
- Insättning av tändhålet
- Laddning av hylsan
- Montering av kulan
- Kvalitetskontroll
- Framtiden
- Var man kan läsa mer
- Böcker
- Tidskrifter
Bakgrund
Ammunition för handeldvapen, eller patroner, används i en mängd olika skjutvapen, från pistoler till gevär och hagelgevär till tyngre automatvapen som ibland kallas för maskingevär. Termen ”kula” används vanligen för att beskriva patronen, när den i själva verket endast avser projektilen. Den korrekta terminologin för patronens komponenter är kula, hylsa, tändhatt och drivmedel eller krut. Varje komponent tillverkas separat och monteras sedan ihop till patronen. Specifikationer för storlek, form, tändningstyp och ballistisk prestanda har standardiserats för majoriteten av militär och civil ammunition, men det finns fortfarande många föråldrade och unika ”wildcat”-patroner. Ammunition för handeldvapen omfattar patroner med en kuldiameter, eller kaliber, på upp till 0,75 tum (.750 kaliber). Huvuddelen av produktionen avser patroner med kulor av kaliber .45 eller mindre.
Fram till 1800-talet var det enda sättet att ladda ett vapen att först hälla krutet i pipan, sedan placera en smord tyglapp runt en blykula och ramma kulan ner i pipan till krutet med ramstången. Ett flintlås gav upphov till en liten gnista, eller en slagkula gav upphov till en liten explosiv blixt för att antända krutet som avfyrade den lappade kulan. Detta var en mycket långsam process och gav ofta ett felaktigt skott. Efter upprepade avfyrningar blev pipan nedsmutsad av krutrester till den grad att det blev omöjligt att ladda den.
I början av 1800-talet insåg vapentillverkarna att ökad noggrannhet och eldhastighet endast kunde uppnås genom att omkonstruera det sätt på vilket kulan, krutet och tändaren laddades i vapnet. Den första framgångsrika nya konstruktionen gjordes 1848 av Christian Sharps. Hans konstruktion utnyttjade en öppning, eller slutstycke, vid basen av pipan närmast den person som avfyrade vapnet. Slutstycket kunde stängas manuellt för att försegla änden. Med Sharps konstruktion laddades kulan i det öppna slutstycket, följt av en krutladdning som hölls i en papperspåse. När slutstycket stängdes klipptes påsen upp. På så sätt exponerades krutet som sedan kunde antändas med hjälp av slagkåpan.
År 1852 utvecklades en patron med en metallhylsa av Charles Lancaster i England. Den innehöll krutet inuti hylsan med kulan i ena änden. Ungefär samtidigt utvecklade en annan engelsman, överste Boxer, och en amerikan, Hiram Berdan, också en patron med metallhölje som innehöll en tändare, eller primer, som sattes in i mitten av hylsans botten. Tändaren innehöll en liten mängd slagkänslig sprängladdning som kunde utlösas när den träffades av en stift – den så kallade tändstiftet – som var en del av vapnet. Konceptet med den metallhöljepatron som Boxer och Berdan utvecklade har överlevt fram till i dag och ligger till grund för utformningen av modern ammunition för handeldvapen.
Råvaror
Kulor tillverkas av en blylegering som ofta innehåller tenn och antimon. Vissa kulor har en tjock mantel av koppar över utsidan för att förbättra prestandan.
Höljen är tillverkade av mässing, stål eller aluminium. Mässing är vanligast. Skjutvapenhöljen tillverkas ofta med en polypropen

plasthölje fäst på en metallbas. Ett fåtal patronhylsor för handeldvapen har tillverkats av plast, men har inte fått någon bred acceptans.
Tändhattar består av en koppar eller mässingslegeringskopp med ett mässingsambos och är fyllda med en slagkänslig tändare av blystyphnate. Metalldelarna i tändaren är vanligen förnicklade för att motstå korrosion.
Drivmedel kan variera från svart krut till ett modernare rökfritt krut som innehåller nitrocellulosa. Drivmedel är noggrant formulerade för att antändas och skapa en expanderande gas som påskyndar kulan i pipan. Expansionshastigheten, krutpartiklarnas fysiska storlek och form samt drivmedlets stabilitet är alla viktiga faktorer i den kemiska formel som används för att framställa det.
Kulavfall & Tillverkning
Kulor kan tillverkas genom flera olika processer. Mindre kulor i kaliber .22 består vanligtvis av bly och pressas, eller kallformas, i form. En liten bit tjock blytråd skärs till rätt längd och formas till kulan med hjälp av en matris i en automatisk press. Med denna typ av automatiserad process kan man uppnå höga produktionstakter. Många handeldvapen- och gevärskulor som används för tävlingsskytte gjuts med konventionella gjutmetoder. Det smälta blyet hälls in i kulans formhål, kyls snabbt och dras sedan ut ur formen. Den punkt där blyet kommer in i håligheten (eller ”sprue”) skärs bort när kulan tas ut. Både kallformade och gjutna kulor kan förbättras ytterligare genom kopparplätering. Vid pläteringsprocessen avsätts elektriskt ett tunt lager koppar på utsidan av kulan, vilket skyddar blyet från oxidation och ger en hårdare yta för att komma i kontakt med de spår, eller rifling, i pipan som ger kulan en snurrighet som förbättrar precisionen. Koppar minskar också blyets påväxt på räfflorna efter avfyrning, vilket gör att skjutvapnet kan bibehålla precisionen även efter många skott.
För att förbättra kulans prestanda och precision utvecklades den ”mantlade” kulan. Detta är en familj av kulor som använder ett rejält ytterhölje av mässing eller koppar, vanligtvis fyllt med bly genom gjutning eller kallformning, och som har flera olika konfigurationer för specifika prestandakriterier. Några exempel är FMJ (full metal jacket), JHP (jacketed hollow point) och JSP (jacketed soft point), var och en med olika alternativ, t.ex. boattail design, kontrollerad expansion, spårämne, brinnande och pansarbrytande. Det yttre mässingshöljet på dessa kulor griper tätt in i riflingarna vid avfyrning, vilket ger en nära passform för förbättrad precision. För att ytterligare förbättra noggrannheten har båtstjärtekulan en mindre diameter på basen för att förbättra luftflödet och stabiliteten under flygningen. Soft nose- och hollow point-kulorna är utformade så att de expanderar när de träffar målet för att intensifiera sin verkan.
Specialiserade kulor finns ibland i militära tillämpningar. Pansarbrytande kulor kan vara av massiv mässing eller kopparmantlad stålkärna. Dessa kan penetrera motorblock och flygplansramar och skada och oskadliggöra mekanismerna inuti. Spårkulor har en liten mängd av en fosforförening i sin bas. Vid avfyrning antänds fosforn och brinner med ett starkt ljus. På natten kan man se dem slingra sig iväg från skjutpositionen mot målet, vilket gör det möjligt för skytten att spåra kulan under flygningen och göra justeringar av siktet. Brandkulor innehåller små mängder magnesium, som i likhet med fosfor brinner när det antänds, men som fortsätter att brinna under längre tid och orsakar antändning av bränslen eller ammunition när det träffar målet.
Höljeskonstruktion & Tillverkning
Nästan alla ammunitionshylsor för handeldvapen är av mässingslegering. Vissa använder aluminium, stål eller plast, men mässingshylsor är mest populära och lättast att tillverka.
Hylsans utformning bestäms av det skjutvapen i vilket ammunitionen används. Det typiska mässingshöljet formas av glödgad plåt genom dragning med en uppsättning av flera stansar och matriser. Det första steget i den multipla matrisuppsättningen formar metallen, det andra sträcker metallen djupare, det tredje formar kanten och så vidare. Varje steg sträcker metallen lite längre tills det sista steget ger ett exakt format hölje. Hylsorna trimmas till längden och tändhålet stansas. Värmebehandling och spänningsavlastning utförs på utvalda typer av hylsor för att förbättra hållbarheten. Detta sker i stora batchugnar, där korgar med lådor värms upp med tillräcklig temperatur för att mjuka upp metallen utan att förvränga den. När metallen svalnar är den ”avslappnad” och klarar bättre av att ta emot straffet vid bränning. Vissa hylsor för pistolkaliber är nickelpläterade för att de ska vara hållbara vid omladdning, korrosionsbeständiga och för att de ska se bra ut. Varje hylsa är stämplad med information som kaliber, tillverkare, ammunitionskoder och tillverkningsår.
Primer Design & Tillverkning
Primern består av två metalldelar och en liten mängd explosiv förening. Tändhattar finns i olika storlekar beroende på skjutvapen. Om man använder en liten pistoltändare som exempel är koppen vanligtvis 0,32 cm (0,125 tum) i diameter och 0,32 cm (0,125 tum) hög och tillverkad av mjuk koppar eller mässing. Inuti placeras en liten mängd av det slagkänsliga sprängämnet blystyphnate, och i öppningen trycks en triangelformad bit som kallas städ. När tändstiftet träffar koppens centrum kollapsar den och sprängämnet kläms mellan dess inre yta och städet. Sprängämnet antänds och skjuter en flamma genom flashhålet som antänder drivmedlet för att avfyra patronen.
Tillverkningsprocessen: Montering av patroner
Monteringsprocessen för patronkomponenterna börjar med en grundlig rengöring och polering av höljet med hjälp av en vibrationsfinisher. Finishen arbetar genom att vibrera en majsbiprodukt (torkade och malda majskolvar) med en polermassa runt höljet, vilket skapar en hög glans. På så sätt preparerade är de redo för slutmontering. Så här monteras en typisk metallpatron för centraleldning:
Storleksanpassning av hylsan
- 1 Hylsorna matas in i en laddningspress som först storleksanpassar hylsan. Denna storlekssättning
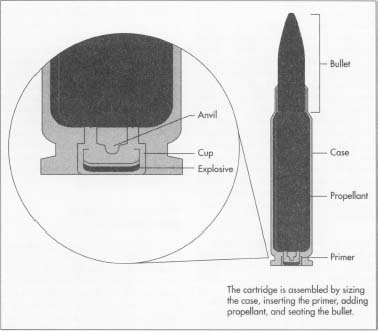
formar metallhylsan till standardmått. Höljet måste vara inom 0,001 tum för att fungera korrekt.
Insättning av tändhålet
- 2 Tändhålet trycks sedan in i hylsans tändhål i jämnhöjd med botten. Tändhålet måste ligga i jämnhöjd annars kommer patronen inte att matas in ordentligt i vapenmagasinet, vilket orsakar en ”blockering”. Samtidigt utvidgas hylsans mynning något, som förberedelse för att ta emot kulan.
Laddning av hylsan
- 3 Hylsan är ”laddad”, eller fylld med rätt mängd drivmedel. Detta steg är av yttersta vikt, för en felberäkning eller dubbel laddning kan vara förödande.
Montering av kulan
- 4 Kulan sätts fast i hylsans öppna ände. Kulan har en beläggning av smörjmedel för att förhindra korrosion och underlätta monteringsprocessen. Kulan pressas sedan in i hylsan för att ge rätt total längd på patronen. Pressningen minskar diametern på hylsans öppna ände och fångar kulan tätt och förseglar sammansättningen så att fukt inte kan tränga in i krutet.
Den press som används för att montera patroner måste mata varje komponent exakt och i rätt ordning. I annat fall kan hylsor inte vara primade, krutet kan vara utelämnat eller kulorna sitta felaktigt. Allt detta kan leda till en felantändning eller förlust av precision i minsta fall och i värsta fall leda till att skjutvapnet sprängs sönder vid avfyrningen. I varje steg av processen utför särskilda stansar den viktiga monteringsfunktionen. Matriserna är tillverkade av verktygskarbid för lång livslängd och har noggranna justeringar för att producera kvalitetsammunition.
Efter montering förpackas de färdiga patronerna, vanligtvis 50 stycken per låda, och förbereds för leverans till skytten.
Kvalitetskontroll
De flesta tillverkare skjuter tusentals av sina egna patroner som en del av sina kvalitetskontrollprogram och processer. Noggrannhet, tryck, tillförlitlighet, hastighet och konsistens registreras. De vapen som används för detta är specialtillverkade, mycket exakta och utrustade med elektronik för datainsamling. Varje produktionsomgång av en viss patron får en ”lotkod”. Detta nummer, som skrivs ut på ammunitionslådan, gör det möjligt att inventera och spåra ammunitionen. Om en viss grupp skulle uppvisa problem i fält kan den gruppen återkallas och ersättas med hjälp av systemet med gruppkoder.
Framtiden
Ammunition för handeldvapen kommer att finnas tillgänglig i sin nuvarande form under överskådlig tid. Dess funktion kommer även i fortsättningen att vara att driva en projektil över ett avstånd för att träffa ett mål. Variationer i materialet och utformningen av denna ammunition kommer att vara ett svar på de specifika behoven hos de många grupperna av användare av handeldvapen.
Militären kommer att fortsätta att utveckla ammunition som kan penetrera och oskadliggöra en mängd olika mål, från människor till sofistikerad elektronisk utrustning. För närvarande undersöker man ”icke-dödliga” vapen och ammunition som kan oskadliggöra ett mål utan att förstöra det. Bland handeldvapen i denna kategori finns handhållna kemiska lasrar som slår ut elektroniska sensorer och skumvapen som avfyrar ett klibbigt skum som omsluter målet. Dessa icke-dödliga anordningar skulle komplettera, inte ersätta, de konventionella handeldvapenvapnen och ammunitionen.
Polisen är också intresserad av icke-dödliga vapen och ammunition. Gummikulor som träffar utan att tränga igenom används redan för upploppskontroll. En annan anordning är ett hagelgevär som avfyrar en liten bönsäck. När den avfyras på nära håll träffar bönsäcken med samma effekt som ett slag för att tillfälligt oskadliggöra målet.
Jägarna vill ha ammunition som träffar exakt och dödar med ett enda skott. En stor del av utvecklingen av kommersiell ammunition för handeldvapen har skett på detta område och har inneburit många variationer i krutladdningar och kulkonfiguration.
Målskyttar kommer att fortsätta att utveckla ammunition som ger utmärkt precision och repeterbarhet för tävlingsskytte.
Var man kan läsa mer
Böcker
Bames, Frank C. Cartridges of the World, 6th ed. DBI Books, Inc. 1989.
Hackley, F.W. History of Modern U.S. Military Small Arms Ammunition. Macmillan, 1967.
Tidskrifter
Gresham, Grits. ”Nosler and His Partition”. Sports Afield, december 1992, s. 40.
Langreth, Robert. ”Softkill”. Popular Science, oktober 1994, s. 66-69.
– Douglas E. Betts