- Context
- Materii prime
- Proiectarea gloanțelor & Fabricarea
- Proiectarea carcasei & Fabricarea
- Proiectarea amorselor & Fabricarea
- Procesul de fabricație: Asamblarea cartușului
- Dimensionarea cartușului
- Introducerea amorsării
- Încărcarea cartușului
- Asamblarea glonțului
- Controlul calității
- Viitorul
- Where To Learn More
- Books
- Publicații periodice
Context
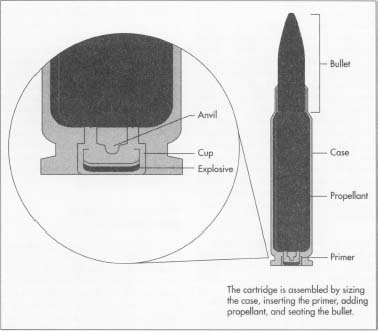
Muniția pentru arme de calibru mic, sau cartușele, sunt folosite într-o varietate de arme de foc, de la pistoale la puști și puști de vânătoare, până la arme automate mai grele, uneori numite mitraliere. Termenul „glonț” este utilizat în mod obișnuit pentru a descrie cartușul, când, de fapt, se referă doar la proiectil. Terminologia corectă pentru componentele cartușului este: glonț, carcasă, amorsă și combustibil sau praf de pușcă. Fiecare componentă este fabricată separat și apoi asamblată în cartuș. Specificațiile privind dimensiunea, forma, tipul de aprindere și performanțele balistice au fost standardizate pentru majoritatea munițiilor militare și civile, dar există încă multe cartușe învechite și unice, de tip „wildcat”. Muniția pentru arme de calibru mic include cartușe cu un diametru al glonțului, sau calibru, de până la 0,75 inch (calibru 0,750). Cea mai mare parte a producției este destinată cartușelor cu gloanțe de calibru .45 sau mai mici.
Până în secolul al XIX-lea, singura modalitate de a încărca o armă era de a turna mai întâi praful de pușcă în țeavă, apoi de a plasa un petic de pânză unsă în jurul unui glonț de plumb și de a împinge glonțul pe țeavă până la praf de pușcă cu ajutorul tijei. Un pistol cu cremene producea o mică scânteie sau un capișon de percuție producea o mică scânteie explozivă pentru a aprinde praful de pușcă care trăgea glonțul peticit. Acesta era un proces foarte lent și adesea producea o împușcătură imprecisă. După împușcături repetate, țeava se murdărea cu reziduuri de praf de pușcă până la punctul în care încărcarea devenea imposibilă.
La începutul anilor 1800, producătorii de arme de foc și-au dat seama că o precizie și o cadență de tragere sporite puteau fi obținute numai prin reproiectarea modului în care glonțul, praful de pușcă și aprinzătorul erau încărcate în armă. Primul design nou de succes a fost realizat în 1848 de către Christian Sharps. Proiectul său folosea o deschidere, sau culată, la baza țevii, cea mai apropiată de persoana care trăgea cu arma. Culisa putea fi închisă manual pentru a sigila capătul. Cu designul lui Sharp, glonțul era încărcat în culată deschisă, urmat de o încărcătură de pulbere ținută într-un sac de hârtie. Când trapa era închisă, sacul era tăiat și deschis. Astfel, praful de pușcă era expus și putea fi aprins de capacul de percuție.
În 1852, un cartuș cu o carcasă metalică a fost dezvoltat de Charles Lancaster din Anglia. Acesta ținea praful de pușcă în interiorul tubului, cu glonțul la un capăt. Cam în aceeași perioadă, un alt englez, colonelul Boxer, și un american, Hiram Berdan, au dezvoltat, de asemenea, un cartuș cu carcasă metalică care încorpora un aprinzător, sau amorsă, introdus în centrul bazei carcasei. Amorsă conținea o cantitate mică de explozibil cu impact care putea fi declanșat atunci când era lovit de un știft – cunoscut sub numele de percutor – care făcea parte din armă. Conceptul cartușului cu carcasă metalică cu foc central dezvoltat de Boxer și Berdan a supraviețuit până în prezent și reprezintă baza pentru proiectarea muniției moderne pentru arme de calibru mic.
Materii prime
Gloanțele sunt fabricate dintr-un aliaj de plumb, care conține adesea staniu și antimoniu. Unele gloanțe au un înveliș gros de cupru pe partea exterioară pentru îmbunătățirea performanțelor.
Carcasele sunt fabricate din alamă, oțel sau aluminiu. Alama este cea mai comună. Cartușele pentru pușcă de vânătoare sunt adesea fabricate cu o polipropilenă

carcasă de plastic fixată pe o bază metalică. Câteva carcase de cartușe pentru arme de mână au fost fabricate din plastic, dar nu au fost acceptate pe scară largă.
Amorsele sunt realizate dintr-o cupă din aliaj de cupru sau alamă cu o nicovală din alamă și sunt umplute cu un aprinzător din stifenat de plumb sensibil la impact. Părțile metalice ale amorselor sunt de obicei nichelate pentru a rezista la coroziune.
Propulsoarele pot varia de la praful de pușcă negru până la o pulbere fără fum mai modernă care conține nitroceluloză. Propulsoarele sunt atent formulate pentru a se aprinde și a crea un gaz în expansiune care accelerează glonțul pe țeavă. Rata de expansiune, dimensiunea fizică și forma particulelor de pulbere, precum și stabilitatea agentului de propulsie sunt toți factori importanți în formula chimică utilizată pentru producerea acestuia.
Proiectarea gloanțelor & Fabricarea
Gloanțele pot fi fabricate prin mai multe procese diferite. Gloanțele mai mici de calibru .22 sunt de obicei din plumb și sunt presate, sau formate la rece, în formă. O bucată mică de sârmă groasă de plumb este tăiată la lungimea corectă și formată în forma glonțului cu ajutorul unei matrițe montate într-o presă automată. Prin acest tip de proces automatizat se pot obține rate mari de producție. Multe gloanțe de pistol și de pușcă utilizate pentru tirul de competiție sunt turnate prin metode de turnare convenționale. Plumbul topit este turnat în cavitatea de turnare a glonțului, răcit rapid și apoi extras din matriță. Punctul în care plumbul intră în cavitate (sau „sprue”) este tăiat pe măsură ce glonțul este extras. Atât gloanțele formate la rece, cât și cele turnate pot fi îmbunătățite în continuare prin placare cu cupru. Procesul de placare depozitează electric un strat subțire de cupru pe partea exterioară a glonțului, protejând plumbul de oxidare și oferind o suprafață mai dură pentru a intra în canelurile din țeavă care conferă glonțului o rotație care îmbunătățește precizia. Cuprul reduce, de asemenea, murdărirea cu plumb a nervurilor după împușcare, permițând armei de foc să își mențină precizia după ce a tras multe cartușe.
Pentru a îmbunătăți performanța și precizia glonțului, a fost dezvoltat glonțul „cu manta”. Aceasta este o familie de gloanțe care utilizează un înveliș exterior substanțial din alamă sau cupru, de obicei umplut cu plumb prin turnare sau formare la rece, și care are mai multe configurații diferite pentru criterii de performanță specifice. Câteva exemple sunt FMJ (full metal jacket), JHP (jacketed hollow point) și JSP (jacketed soft point), fiecare cu opțiuni cum ar fi designul cu coadă de barcă, expansiune controlată, trasor, incendiar și perforant pentru armură. Învelișul exterior din alamă al acestor gloanțe se prinde strâns în canelură la tragere, oferind o potrivire strânsă pentru o precizie îmbunătățită. Conceput pentru a îmbunătăți și mai mult precizia, glonțul cu coadă de barcă are baza cu diametrul redus pentru a îmbunătăți fluxul de aer și stabilitatea în zbor. Gloanțele cu nas moale și cele cu vârf gol sunt proiectate să se extindă la lovirea țintei pentru a-și intensifica impactul.
Gloanțele specializate se găsesc uneori în aplicații militare. Gloanțele perforante pentru blindaj pot fi din alamă masivă sau cu miez de oțel cu cămașă de cupru. Acestea pot străpunge blocurile motoarelor și cadrele aeronavelor, deteriorând și incapacitând mecanismele din interior. Gloanțele de urmărire au la bază o cantitate mică de un compus de fosfor. La tragere, fosforul se aprinde și arde cu o lumină puternică. Pe timp de noapte, acestea pot fi văzute îndepărtându-se de la poziția de tragere spre țintă, permițând trăgătorului să urmărească glonțul în zbor și să facă ajustări de țintire. Gloanțele incendiare conțin cantități mici de magneziu, care, ca și fosforul, arde atunci când se aprinde, dar rămâne aprins pentru o perioadă mai lungă de timp și provoacă aprinderea combustibililor sau a muniției la impactul cu ținta.
Proiectarea carcasei & Fabricarea
Aproape toate carcasele de muniție pentru arme de calibru mic sunt din aliaj de alamă. Unele folosesc aluminiu, oțel sau plastic, dar carcasa de alamă este cea mai populară și cea mai ușor de fabricat.
Designul carcasei este determinat de arma de foc în care este folosită muniția. Cartușul tipic de alamă este format din tablă recoaptă prin tragere cu un set de matrițe și perforatoare multiple. Prima etapă a setului de matrițe multiple formează metalul, a doua întinde metalul mai adânc, a treia formează janta, și așa mai departe. Fiecare etapă întinde metalul puțin mai mult până când etapa finală produce o carcasă formată cu precizie. Carcasele sunt tăiate la lungime și gaura de amorsare este perforată. Tratarea termică și reducerea tensiunilor se efectuează la anumite tipuri de carcase pentru a îmbunătăți durabilitatea. Acest lucru se realizează în cuptoare de loturi mari, în care coșurile de carcase sunt încălzite la o temperatură suficientă pentru a înmuia ușor metalul fără a-l distorsiona. Când se răcește, metalul este „relaxat” și poate suporta mai bine pedeapsa arderii. Unele carcase de calibru de pistol sunt placate cu nichel pentru durabilitate la reîncărcare, rezistență la coroziune și pentru aspect. Fiecare carcasă este ștampilată cu informații precum calibrul, producătorul, codurile de muniție și anul de fabricație.
Proiectarea amorselor & Fabricarea
Amorsă este formată din două părți metalice și o cantitate mică de compus exploziv. Amorsele au dimensiuni diferite în funcție de arma de foc. Folosind ca exemplu un amorsă mică de pistol, cupa are de obicei un diametru de aproximativ 0,125 inch (0,32 cm) și o înălțime de 0,125 inch (0,32 cm) și este fabricată din cupru moale sau alamă. În interior se plasează o cantitate mică de styphnate de plumb, exploziv sensibil la impact, iar în deschidere este presată o piesă în formă de triunghi numită nicovală. Atunci când este lovit de percutor, centrul cupei se prăbușește, comprimând explozibilul între suprafața sa interioară și nicovală. Explozibilul se aprinde și aruncă o flacără prin gaura de focar, aprinzând propulsoarele pentru a trage cartușul.
Procesul de fabricație: Asamblarea cartușului
Procesul de asamblare a componentelor cartușului începe cu o curățare și o lustruire temeinică a carcasei de către un finisor vibrator. Finisorul funcționează prin vibrarea unui produs secundar din porumb (știuleți de porumb uscați și măcinați) cu un compus de lustruire în jurul carcasei, creând un luciu ridicat. Astfel pregătite, acestea sunt gata pentru asamblarea finală. Iată cum se asamblează un cartuș metalic tipic cu foc central:
Dimensionarea cartușului
- 1 Cartușele sunt introduse într-o presă de încărcare care mai întâi le dimensionează. Această calibrare
formează carcasa metalică la dimensiuni standard. Cartușul trebuie să aibă o precizie de 0,001 inch pentru ca acesta să funcționeze corect.
Introducerea amorsării
- 2 Amorsarea este apoi presată în orificiul de amorsare al carcasei la același nivel cu baza. Amorsă trebuie să fie la același nivel sau cartușul nu se va alimenta corect în încărcătorul armei, provocând un „blocaj”. În același timp, gura tubului este ușor expandată, în vederea pregătirii pentru primirea glonțului.
Încărcarea cartușului
- 3 Cartușul este „încărcat”, sau umplut cu cantitatea corectă de propulsor. Acest pas este de cea mai mare importanță, deoarece o eroare de calcul sau o încărcare dublă ar putea fi dezastruoasă.
Asamblarea glonțului
- 4 Glonțul este așezat ferm în capătul deschis al carcasei. Glonțul are un strat de lubrifiant pentru a preveni coroziunea și pentru a ajuta la procesul de asamblare. Glonțul este apoi sertizat în carcasă pentru a da lungimea totală corectă a cartușului. Sertizarea reduce diametrul capătului deschis al carcasei și prinde bine glonțul, etanșând ansamblul, astfel încât umezeala să nu poată invada pulberea.
Presa folosită pentru asamblarea cartușelor trebuie să alimenteze fiecare componentă cu precizie și în ordinea corectă. În caz contrar, cartușele ar putea fi neamorsate, praful de pușcă lăsat în afară sau gloanțele așezate incorect. Oricare dintre acestea ar putea avea ca rezultat cel puțin un rateu sau o pierdere de precizie și, în cel mai rău caz, ar putea face ca arma de foc să explodeze în momentul tragerii. În fiecare etapă a procesului, matrițe speciale îndeplinesc funcția importantă de asamblare. Matrițele sunt realizate din carbură pentru scule, pentru o durată de viață lungă, și au reglaje strânse pentru a produce muniție de calitate.
După asamblare, cartușele finite sunt ambalate, de obicei câte 50 într-o cutie, și pregătite pentru expediere către trăgător.
Controlul calității
Presa folosită pentru asamblarea cartușelor trebuie să alimenteze fiecare componentă cu precizie și în ordinea corectă. În caz contrar, cartușele ar putea fi neamorsate, praful de pușcă lăsat în afară sau gloanțele așezate incorect. Oricare dintre acestea ar putea avea ca rezultat cel puțin un rateu sau o pierdere de precizie și, în cel mai rău caz, ar putea face ca arma de foc să explodeze în momentul tragerii. În fiecare etapă a procesului, matrițe speciale îndeplinesc funcția importantă de asamblare. Matrițele sunt realizate din carbură pentru scule, pentru o durată de viață lungă, și au reglaje strânse pentru a produce muniție de calitate.
După asamblare, cartușele finite sunt ambalate, de obicei câte 50 într-o cutie, și pregătite pentru expediere către trăgător.
Cei mai mulți producători trag mii de cartușe proprii ca parte a programelor și proceselor lor de control al calității. Precizia, presiunea, fiabilitatea, viteza și consistența sunt toate înregistrate. Armele folosite în acest scop sunt fabricate special, foarte precise și echipate cu sisteme electronice de colectare a datelor. Fiecărei serii de producție a unui anumit cartuș i se atribuie un „cod de lot”. Acest număr, imprimat pe cutia de muniție, permite ca muniția să fie inventariată și urmărită. În cazul în care un anumit lot prezintă probleme pe teren, grupul respectiv poate fi rechemat și înlocuit cu ajutorul sistemului de cod de lot.
Viitorul
Muniția pentru arme de calibru mic va fi disponibilă în forma actuală în viitorul previzibil. Funcția sa va continua să fie aceea de a propulsa un proiectil pe o anumită distanță pentru a lovi o țintă. Variațiile în materialul și designul acestei muniții vor fi ca răspuns la nevoile specifice ale numeroaselor grupuri de utilizatori de arme de calibru mic.
Armata va continua să dezvolte muniție care poate penetra și incapacita o mare varietate de ținte, de la oameni până la echipamente electronice sofisticate. În prezent, se investighează arme și muniții „non-letale” care să incapaciteze o țintă fără să o distrugă. Printre armele de calibru mic din această categorie se numără laserele chimice portabile pentru a scoate din funcțiune senzorii electronici și pistoalele cu spumă care aruncă o spumă lipicioasă care învăluie ținta. Aceste dispozitive neletale ar completa, nu ar înlocui, armele și munițiile convenționale pentru arme de calibru mic.
Poliția este, de asemenea, interesată de arme și muniții neletale. Gloanțele de cauciuc care au impact fără penetrare sunt deja folosite pentru combaterea revoltelor. Un alt dispozitiv este o pușcă de vânătoare care trage un mic sac de fasole. Atunci când se trage de la mică distanță, sacul de fasole lovește cu impactul unui pumn pentru a incapacita momentan ținta.
Vânătorii vor dori muniție care să lovească cu precizie și să ucidă cu o singură lovitură. O mare parte din dezvoltarea muniției comerciale pentru arme de calibru mic a fost în acest domeniu și a inclus multe variații în ceea ce privește încărcăturile de pulbere și configurația glonțului.
Trăgătorii de țintă vor continua să dezvolte muniție care să ofere o precizie și o repetabilitate excelente pentru tirul de competiție.
Where To Learn More
Books
Bames, Frank C. Cartridges of the World, 6th ed. (Cartușele lumii, ed. a 6-a). DBI Books, Inc., 1989.
Hackley, F.W. History of Modern U.S. Military Small Arms Ammunition. Macmillan, 1967.
Publicații periodice
Gresham, Grits. „Nosler and His Partition”. Sports Afield, decembrie 1992, p. 40.
Langreth, Robert. „Softkill”. Popular Science, octombrie 1994, pp. 66-69.
– Douglas E. Betts
.