Kontekst
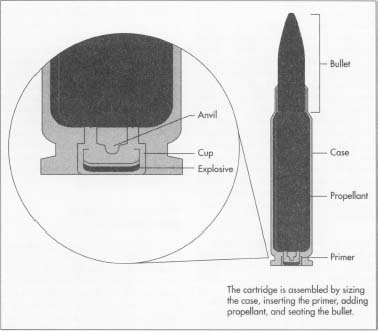
Amunicja do broni strzeleckiej, czyli naboje, jest używana w różnych rodzajach broni palnej, począwszy od pistoletów, poprzez karabiny i strzelby, aż po cięższą broń automatyczną, zwaną czasami karabinami maszynowymi. Termin „pocisk” jest powszechnie używany do opisania naboju, podczas gdy w rzeczywistości odnosi się on tylko do pocisku. Poprawna terminologia dla komponentów naboju to pocisk, łuska, spłonka i materiał miotający lub proch strzelniczy. Każdy komponent jest produkowany oddzielnie, a następnie łączony w nabój. Specyfikacje dotyczące rozmiaru, kształtu, rodzaju zapłonu i właściwości balistycznych zostały znormalizowane dla większości amunicji wojskowej i cywilnej, ale nadal można znaleźć wiele przestarzałych i jedynych w swoim rodzaju nabojów typu „żbik”. Amunicja do broni strzeleckiej obejmuje naboje o średnicy pocisku, czyli kalibrze, do 0,75 cala (kaliber 750). Większość produkcji stanowią naboje z pociskami o kalibrze .45 lub mniejszym.
Do 19 wieku, jedynym sposobem na załadowanie broni było najpierw wlać proch do lufy, a następnie umieścić nasmarowaną łatę tkaniny wokół ołowianego pocisku i ramię pocisk w dół lufy do prochu z ramrod. Flintlock wytwarzał małą iskrę, lub kapiszon wytwarzał mały wybuchowy błysk, aby zapalić proch, który wystrzeliwał załatany pocisk. Był to bardzo powolny proces i często powodował niedokładny strzał. Po wielokrotnym wystrzale, lufa stawała się zanieczyszczona resztkami prochu do tego stopnia, że ładowanie stawało się niemożliwe.
Na początku XIX wieku producenci broni zdali sobie sprawę, że zwiększoną celność i szybkostrzelność można osiągnąć jedynie poprzez przeprojektowanie sposobu ładowania pocisku, prochu i zapalnika do broni. Pierwszy udany nowy projekt został opracowany w 1848 r. przez Christiana Sharpsa. Jego projekt wykorzystywał otwór, czyli wylew, znajdujący się u podstawy lufy, najbliżej osoby strzelającej z broni. Zatoka mogła być ręcznie zamykana w celu odcięcia końca. W konstrukcji Sharpa do otwartego wylewu ładowano pocisk, a następnie ładunek prochu umieszczony w papierowej torebce. Po zamknięciu wylewu, torba była rozcinana. W ten sposób odsłaniał się proch, który mógł być następnie zapalony przez spłonkę perkusyjną.
W 1852 roku Charles Lancaster z Anglii opracował nabój z metalową łuską. Trzymał on proch wewnątrz obudowy z pociskiem na jednym końcu. Mniej więcej w tym samym czasie, inny Anglik, pułkownik Boxer, i Amerykanin, Hiram Berdan, również opracowali nabój z metalową obudową, który zawierał zapalnik, czyli spłonkę, umieszczoną w środku podstawy obudowy. Spłonka zawierała niewielką ilość materiału wybuchowego, który mógł zostać odpalony po uderzeniu w iglicę, będącą częścią broni. Koncepcja naboju z metalową łuską centralnego zapłonu opracowana przez Boxera i Berdana przetrwała do dnia dzisiejszego i stanowi podstawę konstrukcji nowoczesnej amunicji do broni strzeleckiej.
Surowce
Pociski wykonane są ze stopu ołowiu, często zawierającego cynę i antymon. Niektóre pociski mają gruby płaszcz z miedzi na zewnętrznej stronie dla lepszej wydajności.
Pudełka wykonane są z mosiądzu, stali lub aluminium. Mosiądz jest najbardziej powszechny. Łuski do strzelb są często wykonane z polipropylenu

plastikowa obudowa przymocowana do metalowej podstawy. Kilka pudełek na naboje do broni ręcznej zostało wykonanych z tworzywa sztucznego, ale nie uzyskały one szerokiej akceptacji.
Spłonki wykonane są z kubka ze stopu miedzi lub mosiądzu z mosiężnym kowadełkiem i są wypełnione wrażliwym na uderzenia zapłonnikiem styfninianu ołowiu. Metalowe części spłonki są zwykle niklowane, aby oprzeć się korozji.
Materiały miotające mogą się różnić od prochu czarnego do bardziej nowoczesnego prochu bezdymnego, który zawiera nitrocelulozę. Materiały miotające są starannie opracowane w celu zapłonu i wytworzenia rozszerzającego się gazu, który przyspiesza pocisk w dół lufy. Szybkość rozprężania, fizyczny rozmiar i kształt cząsteczek prochu oraz stabilność materiału miotającego są ważnymi czynnikami w formule chemicznej użytej do jego produkcji.
Bullet Design & Manufacture
Pociski mogą być wykonane przez kilka różnych procesów. Mniejsze pociski kalibru .22 są zazwyczaj ołowiane i są prasowane, lub formowane na zimno, do kształtu. Mały kawałek grubego drutu ołowianego jest cięty na odpowiednią długość i formowany w kształt pocisku przez matrycę ustawioną w automatycznej prasie. W tego typu zautomatyzowanych procesach można osiągnąć wysokie wskaźniki produkcji. Wiele pocisków do pistoletów i karabinów używanych w strzelectwie sportowym jest odlewanych przy użyciu konwencjonalnych metod odlewania. Stopiony ołów jest wlewany do wnęki formy pocisku, szybko schładzany, a następnie wyciągany z formy. Punkt, w którym ołów wchodzi do wnęki (lub „sprue”) jest obcinany podczas wyciągania pocisku. Zarówno pociski formowane na zimno jak i odlewane mogą być dodatkowo ulepszone przez miedziowanie. Proces platerowania elektrycznie nakłada cienką warstwę miedzi na zewnętrzną część pocisku, chroniąc ołów przed utlenianiem i zapewniając twardszą powierzchnię do kontaktu z rowkami, lub ryflowaniem, w lufie, które nadają pociskowi obrót w celu poprawy celności. Miedź zmniejsza również zanieczyszczenie ołowiem rowków po wystrzale, pozwalając broni palnej na zachowanie dokładności po wystrzeleniu wielu pocisków.
Aby poprawić wydajność pocisku i dokładność, „jacketed” pocisk został opracowany. Jest to rodzina pocisków, które wykorzystują mosiężną lub miedzianą powłokę zewnętrzną, zwykle wypełnioną ołowiem poprzez odlewanie lub formowanie na zimno, i posiadają kilka różnych konfiguracji dla określonych kryteriów wydajności. Niektóre przykłady to FMJ (full metal jacket), JHP (jacketed hollow point), i JSP (jacketed soft point), każdy z takimi opcjami jak konstrukcja łódkowata, kontrolowane rozprężanie, znacznik, zapalający i przeciwpancerny. Mosiężna powłoka zewnętrzna tych pocisków ściśle przylega do gwintu podczas wystrzału, zapewniając ścisłe dopasowanie dla lepszej celności. Zaprojektowany w celu dalszej poprawy celności, pocisk z ogonem łódki ma podstawę o zmniejszonej średnicy, aby poprawić przepływ powietrza i stabilność w locie. Miękki nos i pociski z wydrążonym punktem są zaprojektowane tak, aby rozszerzały się po uderzeniu w cel, aby wzmocnić ich oddziaływanie.
Specjalistyczne pociski są czasami znaleźć w zastosowaniach wojskowych. Pociski przeciwpancerne mogą być stałe mosiądzu lub miedzi płaszcz stalowy rdzeń. Mogą one przenikać przez bloki silników i ramy samolotów, uszkadzając i obezwładniając znajdujące się w nich mechanizmy. Pociski smugowe mają w podstawie niewielką ilość związku fosforu. Po odpaleniu fosfor zapala się i płonie jasnym światłem. W nocy można je dostrzec, jak smugują od stanowiska ogniowego w kierunku celu, co pozwala strzelcowi śledzić pocisk w locie i dokonywać korekt celowania. Pociski zapalające zawierają niewielkie ilości magnezu, który, podobnie jak fosfor, pali się po zapaleniu, ale pozostaje w płomieniu przez dłuższy czas i powoduje zapłon paliw lub amunicji po uderzeniu w cel.
Konstrukcja skrzyni & Produkcja
Prawie wszystkie skrzynie do amunicji do broni strzeleckiej są wykonane ze stopu mosiądzu. Niektórzy używają aluminium, stali lub plastiku, ale sprawa mosiądzu jest najbardziej popularne i najłatwiejsze do produkcji.
Konstrukcja skrzyni jest określona przez broń palną, w której amunicja jest używana. Typowa mosiężna skrzynka jest formowana z wyżarzonej blachy poprzez ciągnienie za pomocą zestawu wielokrotnych stempli i matryc. Pierwszy etap wielokrotnego zestawu matryc formuje metal, drugi rozciąga metal głębiej, trzeci formuje obręcz, i tak dalej. Każdy krok rozciąga metal nieco dalej, aż do ostatniego etapu, w którym powstaje dokładnie uformowana obudowa. Łuski są przycinane do odpowiedniej długości i wybijany jest otwór na spłonkę. Obróbka cieplna i usuwanie naprężeń są wykonywane na wybranych typach skrzyń, aby zwiększyć ich trwałość. Odbywa się to w dużych piecach wsadowych, gdzie kosze z obudowami są podgrzewane z temperaturą wystarczającą do delikatnego zmiękczenia metalu bez jego zniekształcenia. Po schłodzeniu, metal jest „zrelaksowany” i lepiej znosi karę wystrzału. Niektóre skrzynie do broni ręcznej są niklowane dla trwałości przy przeładowywaniu, odporności na korozję i dla wyglądu. Każda skrzynka jest ostemplowana informacjami takimi jak kaliber, producent, kody amunicji i rok produkcji.
Konstrukcja spłonki & Produkcja
Spłonka składa się z dwóch metalowych części i niewielkiej ilości materiału wybuchowego. Spłonki występują w różnych rozmiarach w zależności od broni palnej. Używając małego pistoletu podkład jako przykład, kubek jest zwykle około 0,125 cala (0,32 cm) średnicy i 0,125 cala (0,32 cm) wysokości, i wykonane z miękkiej miedzi lub mosiądzu. Wewnątrz umieszczona jest niewielka ilość wrażliwego na uderzenia materiału wybuchowego – styfnatu ołowiu, a w otwór wciśnięty jest trójkątny element zwany kowadełkiem. Po uderzeniu iglicą, środek kubka zapada się, ściskając materiał wybuchowy pomiędzy jego wewnętrzną powierzchnią a kowadełkiem. Materiał wybuchowy zapala się i wystrzeliwuje płomień przez otwór zapłonowy, zapalając materiał pędny do wystrzelenia naboju.
Proces produkcyjny: Montaż naboju
Proces montażu komponentów naboju rozpoczyna się od dokładnego oczyszczenia i wypolerowania obudowy przez wykańczarkę wibracyjną. Finisher działa poprzez wibrację produktu ubocznego kukurydzy (wysuszone i zmielone kolby kukurydzy) z mieszanką polerującą wokół obudów, tworząc wysoki połysk. Tak przygotowane, są gotowe do ostatecznego montażu. W ten sposób montuje się typowy metalowy nabój centralnego zapłonu:
Wymiarowanie łuski
- 1 Łuski są podawane do prasy ładującej, która najpierw wymiaruje łuskę. To wymiarowanie
formuje metalową łuskę do standardowych wymiarów. Aby łuska działała prawidłowo, musi mieścić się w granicach 0,001 cala.
Wkładanie spłonki
- 2 Spłonka jest następnie wciskana do otworu spłonki w łusce na równi z podstawą. Spłonka musi być równo z podłożem, w przeciwnym razie nabój nie będzie prawidłowo podawany do magazynka broni, powodując „zacięcie”. W tym samym czasie, ujście łuski jest lekko rozszerzane, w celu przygotowania do przyjęcia pocisku.
Ładowanie łuski
- 3 Łuska jest „ładowana”, czyli napełniana odpowiednią ilością materiału miotającego. Ten krok jest niezwykle ważny, ponieważ błędne obliczenia lub podwójne ładowanie może być katastrofalne w skutkach.
Montaż pocisku
- 4 Pocisk jest mocno osadzony w otwartym końcu łuski. Pocisk pokryty jest warstwą smaru, aby zapobiec korozji i pomóc w procesie montażu. Pocisk jest następnie zaciskany w łusce w celu uzyskania prawidłowej długości całkowitej naboju. Zacisk zmniejsza średnicę otwartego końca łuski i szczelnie obejmuje pocisk, uszczelniając zespół, aby wilgoć nie mogła przedostać się do prochu.
Prasa używana do składania nabojów musi podawać każdy element dokładnie i w odpowiedniej kolejności. W przeciwnym razie, łuski mogą być niezasypane, proch pozostawiony, lub pociski osadzone nieprawidłowo. Każda z tych rzeczy może spowodować co najmniej niewypał lub utratę celności, a w najgorszym przypadku doprowadzić do rozerwania broni palnej przy wystrzale. Na każdym etapie procesu ważną funkcję montażową pełnią specjalne matryce. Matryce są wykonane z węglika spiekanego dla długiej żywotności i mają ścisłą regulację, aby produkować amunicję wysokiej jakości.
Po montażu, gotowe naboje są pakowane, zwykle po 50 sztuk w pudełku, i przygotowywane do wysyłki do strzelca.
Kontrola jakości
Większość producentów strzela do tysięcy własnych nabojów w ramach swoich programów i procesów kontroli jakości. Dokładność, ciśnienie, niezawodność, prędkość i spójność są rejestrowane. Broń używana do tego są specjalnie wykonane, bardzo dokładne, i wyposażone w elektronikę gromadzenia danych. Każda seria produkcyjna danego naboju otrzymuje „kod partii”. Numer ten, wydrukowany na pudełku z amunicją, pozwala na jej inwentaryzację i śledzenie. Jeśli dana partia nabojów wykaże problemy w warunkach polowych, można ją wycofać i zastąpić inną za pomocą systemu kodów partii.
Przyszłość
Amunicja do broni strzeleckiej będzie dostępna w swojej obecnej formie w przewidywalnej przyszłości. Jej funkcją będzie nadal napędzanie pocisku na odległość w celu trafienia celu. Różnice w materiałach i konstrukcji tej amunicji będą odpowiedzią na specyficzne potrzeby wielu grup użytkowników broni strzeleckiej.
Wojsko będzie nadal rozwijać amunicję, która może penetrować i obezwładniać szeroką gamę celów, od ludzi po skomplikowany sprzęt elektroniczny. Obecnie bada się broń i amunicję „nieśmiercionośną”, która obezwładnia cel, nie niszcząc go. Broń strzelecka z tej kategorii obejmuje ręczne lasery chemiczne, które unieszkodliwiają czujniki elektroniczne, oraz pistolety na pianę, które wystrzeliwują lepką pianę, która otacza cel. Te nieśmiercionośne urządzenia uzupełniałyby, a nie zastępowały konwencjonalną broń strzelecką i amunicję.
Policja jest również zainteresowana nieśmiercionośną bronią i amunicją. Gumowe kule, które uderzają bez penetracji są już w użyciu do kontroli zamieszek. Innym urządzeniem jest strzelba, która wystrzeliwuje małą torebkę z fasolą. Po wystrzeleniu z bliskiej odległości, worek z fasolą uderza z siłą ciosu, aby chwilowo obezwładnić cel.
Myśliwi będą chcieli amunicji, która trafia dokładnie i zabija jednym strzałem. Duża część rozwoju komercyjnej amunicji do broni strzeleckiej dotyczyła tego obszaru i obejmowała wiele odmian ładunków prochowych i konfiguracji pocisków.
Strzelcy wyborowi będą nadal rozwijać amunicję, która oferuje doskonałą celność i powtarzalność przy strzelaniu konkursowym.
Where To Learn More
Books
Bames, Frank C. Cartridges of the World, 6th ed. DBI Books, Inc, 1989.
Hackley, F.W. History of Modern U.S. Military Small Arms Ammunition. Macmillan, 1967.
Periodyki
Gresham, Grits. „Nosler and His Partition.” Sports Afield, grudzień 1992, str. 40.
Langreth, Robert. „Softkill.” Popular Science, październik 1994, str. 66-69.
– Douglas E. Betts
.