- Achtergrond
- Grondstoffen
- Kogelontwerp & Vervaardiging
- Ontwerp van de huls & Vervaardiging
- Ontwerpen van slaghoedjes & Vervaardiging
- Het fabricageproces: Cartridge Assembly
- Het op maat brengen van de huls
- Inbrengen van de slaghoedjes
- Het laden van de huls
- Het monteren van de kogel
- Kwaliteitscontrole
- De toekomst
- Waar vindt u meer informatie
- Boeken
- Tijdschriften
Achtergrond
Munitie voor handvuurwapens, of patronen, worden gebruikt in een verscheidenheid van vuurwapens, variërend van pistolen tot geweren en jachtgeweren tot zwaardere automatische wapens die soms machinegeweren worden genoemd. De term “kogel” wordt vaak gebruikt om de patroon aan te duiden, terwijl hij in feite alleen verwijst naar het projectiel. De correcte terminologie voor de onderdelen van de patroon is kogel, huls, slaghoedje en drijfgas of buskruit. Elk onderdeel wordt afzonderlijk vervaardigd en vervolgens samengevoegd tot een patroon. De specificaties voor de grootte, de vorm, het ontstekingstype en de ballistische prestaties zijn voor de meeste militaire en civiele munitie gestandaardiseerd, maar er zijn nog veel verouderde en eenmalige “wildcat”-patronen te vinden. Munitie voor handvuurwapens omvat patronen met een kogeldiameter, of kaliber, van maximaal 0,75 inch (.750 kaliber). Het grootste deel van de productie is voor patronen met kogels van .45 kaliber of kleiner.
Tot in de 19e eeuw was de enige manier om een wapen te laden, eerst het kruit in de loop te gieten, dan een ingevette lap stof rond een loden kogel te plaatsen en de kogel met de laadstok door de loop naar het kruit te rammen. Een vuursteenslot produceerde een kleine vonk, of een slaghoedje produceerde een kleine explosieve flits om het kruit te ontsteken dat de opgelapte kogel afvuurde. Dit was een zeer langzaam proces en leverde vaak een onnauwkeurig schot op. Na herhaaldelijk vuren raakte de loop zodanig vervuild met kruitresten dat laden onmogelijk werd.
In het begin van de 19e eeuw realiseerden wapenfabrikanten zich dat een grotere nauwkeurigheid en vuursnelheid alleen bereikt kon worden door een nieuw ontwerp van de manier waarop de kogel, het kruit en de ontsteker in het wapen werden geladen. Het eerste succesvolle nieuwe ontwerp werd in 1848 gemaakt door Christian Sharps. Zijn ontwerp maakte gebruik van een opening, of kulas, aan de basis van de loop, het dichtst bij de persoon die het wapen afvuurde. Het kulas kon met de hand worden gesloten om het uiteinde af te sluiten. Bij Sharp’s ontwerp werd de kogel in het open kulasgat geladen, gevolgd door een kruitlading in een papieren zak. Wanneer het kulasgat werd gesloten, werd de zak opengesneden. Hierdoor kwam het kruit bloot te liggen, dat vervolgens door het slaghoedje kon worden ontstoken.
In 1852 werd een patroon met een metalen huls ontwikkeld door Charles Lancaster uit Engeland. Het kruit zat in de huls, met de kogel aan één kant. Rond dezelfde tijd ontwikkelden een andere Engelsman, kolonel Boxer, en een Amerikaan, Hiram Berdan, ook een patroon met een metalen huls waarin een ontsteker, of primer, was verwerkt die in het midden van de hulsbodem was aangebracht. De ontsteker bevatte een kleine hoeveelheid slaggevoelige springstof die tot ontploffing kon worden gebracht wanneer hij werd geraakt door een pen – de slagpin – die deel uitmaakte van het wapen. Het concept van de middenvuurpatroon met metalen huls, ontwikkeld door Boxer en Berdan, is tot op de dag van vandaag overgebleven en vormt de basis voor het ontwerpen van moderne munitie voor handvuurwapens.
Grondstoffen
Kogels zijn gemaakt van een loodlegering, die vaak tin en antimoon bevat. Sommige kogels hebben een dikke koperen mantel over de buitenzijde voor betere prestaties.
Hulzen zijn gemaakt van messing, staal, of aluminium. Messing is de meest voorkomende. Shotgun shells worden vaak gemaakt met een polypropyleen

plastic huls bevestigd op een metalen basis. Een paar handvuurwapen patroonhulzen zijn gemaakt van plastic, maar hebben geen brede aanvaarding gekregen.
Primers zijn gemaakt van een koperen of messing legering cup met een messing aambeeld en zijn gevuld met een impact-gevoelige lood styphnaat ontsteker. De metalen delen van de primer zijn gewoonlijk vernikkeld om corrosie te weerstaan.
De stuwstoffen kunnen variëren van zwart buskruit tot een moderner rookloos kruit dat nitrocellulose bevat. Drijfgassen worden zorgvuldig samengesteld om te ontbranden en een expanderende gas te creëren dat de kogel in de loop versnelt. De expansiesnelheid, de fysieke grootte en vorm van de poederdeeltjes, en de stabiliteit van de stuwstof zijn allemaal belangrijke factoren in de chemische formule die wordt gebruikt om het te produceren.
Kogelontwerp & Vervaardiging
Kogels kunnen op verschillende manieren worden gemaakt. Kleinere .22 kaliber kogels zijn meestal van lood en worden in vorm geperst, of koud gevormd. Een klein stukje dik looddraad wordt op de juiste lengte gesneden en in de kogelvorm gebracht door een matrijs in een automatische pers. Met dit soort geautomatiseerde processen kunnen hoge productiesnelheden worden bereikt. Veel handvuurwapen- en geweerkogels die voor wedstrijdschieten worden gebruikt, worden gegoten volgens conventionele gietmethoden. Het gesmolten lood wordt in de holte van de kogelvorm gegoten, snel afgekoeld, en dan uit de vorm gehaald. Het punt waar het lood in de holte (of “sprue”) komt, wordt weggesneden als de kogel eruit wordt gehaald. Zowel koudgevormde als gegoten kogels kunnen verder worden verbeterd door ze te verkoperen. Bij het verkoperen wordt een dun laagje koper op de buitenkant van de kogel afgezet, waardoor het lood beschermd wordt tegen oxidatie en een harder oppervlak krijgt om de groeven, of rifling, in de loop aan te brengen, waardoor de kogel een draaibeweging krijgt die de nauwkeurigheid ten goede komt. Koper vermindert ook de loodvervuiling van het loopwerk na het afvuren, waardoor het vuurwapen zijn nauwkeurigheid behoudt na het afvuren van vele rondes.
Om de prestaties en de nauwkeurigheid van de kogel te verbeteren, werd de “gemantelde” kogel ontwikkeld. Dit is een familie van kogels die gebruik maken van een aanzienlijke messing of koperen buitenmantel, meestal gevuld met lood door gieten of koud vormen, en met een aantal verschillende configuraties voor specifieke prestatiecriteria. Enkele voorbeelden zijn FMJ (full metal jacket), JHP (jacketed hollow point), en JSP (jacketed soft point), elk met opties als boattail design, controlled expansion, tracer, incendiary, en armor-piercing. De koperen buitenmantel van deze kogels grijpt bij het afvuren stevig in de loop, en zorgt voor een goede passing voor een grotere nauwkeurigheid. Ontworpen om de nauwkeurigheid verder te verbeteren, heeft de boot-staart kogel de basis verkleind in diameter om de luchtstroom en de stabiliteit tijdens de vlucht te verbeteren. De zachte neus en de holle punt kogels zijn ontworpen om uit te zetten bij het raken van het doel om hun impact te intensiveren.
Gespecialiseerde kogels worden soms gevonden in militaire toepassingen. Pantserdoorborende kogels kunnen van massief messing zijn of met een koperen omhulsel met stalen kern. Deze kunnen motorblokken en vliegtuigframes doorboren, en mechanismen binnenin beschadigen en onbruikbaar maken. Tracers hebben een kleine hoeveelheid fosfor in hun basis. Bij het afvuren ontbrandt de fosfor en brandt met een fel licht. s Nachts is te zien hoe ze van de afvuurpositie wegschieten in de richting van het doel, zodat de schutter de kogel tijdens de vlucht kan volgen en het doel kan bijstellen. Brandkogels bevatten kleine hoeveelheden magnesium, dat net als fosfor bij ontsteking brandt, maar langer blijft branden en bij inslag op het doel brandstoffen of munitie doet ontbranden.
Ontwerp van de huls & Vervaardiging
Bijna alle munitiehulzen voor handvuurwapens zijn van een messing legering. Sommigen gebruiken aluminium, staal, of kunststof, maar de koperen huls is het meest populair en het gemakkelijkst te vervaardigen.
Het ontwerp van de huls wordt bepaald door het vuurwapen waarin de munitie wordt gebruikt. De typische messing huls wordt gevormd uit gegloeide plaat door trekken met een meervoudige stempel en matrijzen set. De eerste fase van de meervoudige stempel vormt het metaal, de tweede fase rekt het metaal dieper uit, de derde fase vormt de rand, enzovoort. Elke stap rekt het metaal iets verder uit tot de laatste fase een nauwkeurig gevormde kist oplevert. De hulzen worden op lengte gemaakt en het ontstekingsgat wordt geponst. Bepaalde soorten hulzen worden warmtebehandeld en spanningsvrij gemaakt om de duurzaamheid te verbeteren. Dit gebeurt in grote batchovens, waar manden met kisten worden verhit met een temperatuur die hoog genoeg is om het metaal zacht te maken zonder het te vervormen. Na afkoeling is het metaal “ontspannen” en beter bestand tegen de afstraffing van het afvuren. Sommige hulzen voor handvuurwapens zijn vernikkeld voor duurzaamheid bij het herladen, corrosiebestendigheid en voor het uiterlijk. Elke huls is gestempeld met informatie zoals kaliber, fabrikant, munitie codes, en het jaar van fabricage.
Ontwerpen van slaghoedjes & Vervaardiging
De slaghoedjes bestaan uit twee metalen delen en een kleine hoeveelheid springstof. Primers zijn er in verschillende maten, afhankelijk van het vuurwapen. Als we als voorbeeld een kleine pistoolprimer nemen, is het kopje meestal ongeveer 0,32 cm (0,125 inch) in diameter en 0,32 cm (0,125 inch) hoog, en gemaakt van zacht koper of messing. Binnenin is een kleine hoeveelheid van de slaggevoelige springstof loodstyfnaat geplaatst, en in de opening is een driehoekig stuk gedrukt dat aambeeld wordt genoemd. Wanneer de slagpin wordt ingedrukt, zakt het midden van de beker in elkaar, waardoor de springstof tussen het binnenoppervlak en het aambeeld wordt geperst. Het explosief ontsteekt en schiet een vlam door het vlampunt, waardoor de stuwstof ontbrandt en de patroon afgaat.
Het fabricageproces: Cartridge Assembly
Het assemblageproces voor de cartridge componenten begint met een grondige reiniging en polijsten van de behuizing door een trillende finisher. De afwerkmachine trilt een bijproduct van maïs (gedroogde en gemalen maïskolven) met een polijstmiddel rond de hulzen, waardoor een hoge glans wordt verkregen. Zo geprepareerd zijn ze klaar voor de eindassemblage. Zo wordt een typische metalen patroon voor middenvuur in elkaar gezet:
Het op maat brengen van de huls
- 1 De hulzen worden in een laadpers gevoerd, die de huls eerst op maat brengt. Dit sizen
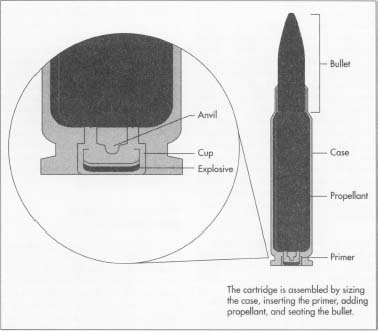
vormt de metalen huls tot standaardafmetingen. De huls moet binnen 0,001 inch zijn om goed te kunnen functioneren.
Inbrengen van de slaghoedjes
- 2 De slaghoedjes worden vervolgens in het slaghoedje van de huls gedrukt, gelijk met de huls. De slagpin moet gelijk liggen, anders wordt de patroon niet goed in het magazijn van het wapen ingevoerd en loopt hij vast. Tegelijkertijd wordt de hulsmonding iets vergroot, ter voorbereiding van de kogel.
Het laden van de huls
- 3 De huls wordt “geladen”, of gevuld met de juiste hoeveelheid drijfgas. Deze stap is van het grootste belang, want misrekening of dubbel laden kan rampzalig zijn.
Het monteren van de kogel
- 4 De kogel wordt stevig vastgezet in het open uiteinde van de huls. De kogel is voorzien van een laagje smeermiddel om corrosie te voorkomen en te helpen bij het assemblageproces. De kogel wordt vervolgens in de huls gekrompen om de juiste totale lengte van de patroon te verkrijgen. De plooiing verkleint de diameter van het open uiteinde van de huls en vangt de kogel stevig op, waardoor het geheel wordt verzegeld en er geen vocht in het kruit kan binnendringen.
De pers die wordt gebruikt om patronen samen te stellen, moet elk onderdeel nauwkeurig en in de juiste volgorde aanvoeren. Anders kunnen de hulzen niet worden geprepareerd, kan er kruit achterblijven, of kunnen de kogels niet correct worden geplaatst. Dit kan op zijn minst leiden tot misvuren of verlies van nauwkeurigheid, en in het ergste geval tot het uit elkaar knallen van het vuurwapen bij het afvuren. In elke fase van het proces voeren speciale matrijzen de belangrijke assemblagefunctie uit. De matrijzen zijn gemaakt van gereedschapscarbide voor een lange levensduur, en hebben nauwgezette afstellingen om kwaliteitsmunitie te produceren.
Na assemblage, worden de afgewerkte patronen verpakt, meestal 50 per doos, en klaargemaakt voor verzending naar de schutter.
Kwaliteitscontrole
De meeste fabrikanten schieten duizenden van hun eigen patronen als onderdeel van hun kwaliteitscontrole programma’s en processen. De nauwkeurigheid, druk, betrouwbaarheid, snelheid, en consistentie worden allemaal geregistreerd. De wapens die hiervoor worden gebruikt zijn speciaal gemaakt, zeer nauwkeurig, en uitgerust met data-verzamelende elektronica. Elke productiegang van een bepaalde patroon krijgt een “lotcode”. Dit nummer, dat op de munitiekist is gedrukt, maakt het mogelijk munitie te inventariseren en te traceren. Mocht een bepaalde partij in het veld problemen vertonen, dan kan die groep met behulp van het lotcodesysteem worden teruggeroepen en vervangen.
De toekomst
Munitie voor handvuurwapens zal in de afzienbare toekomst in haar huidige vorm beschikbaar blijven. Haar functie zal blijven een projectiel over een afstand voort te stuwen om een doel te treffen. Variaties in het materiaal en het ontwerp van deze munitie zullen een antwoord zijn op de specifieke behoeften van de vele groepen gebruikers van handvuurwapens.
Het leger zal munitie blijven ontwikkelen die een grote verscheidenheid van doelwitten kan penetreren en uitschakelen, variërend van mensen tot geavanceerde elektronische apparatuur. Momenteel wordt onderzoek gedaan naar “niet-dodelijke” wapens en munitie die een doelwit onschadelijk maken zonder het te vernietigen. Tot deze categorie wapens behoren handwapens met chemische lasers om elektronische sensoren uit te schakelen, en schuimkanonnen die een kleverig schuim afschieten dat het doelwit omhult. Deze niet-dodelijke apparaten zouden de conventionele handvuurwapens en munitie aanvullen, niet vervangen.
Ook de politie is geïnteresseerd in niet-dodelijke wapens en munitie. Rubberen kogels die inslaan zonder te worden doorboord, worden reeds gebruikt voor oproerbeheersing. Een ander apparaat is een jachtgeweer dat een kleine bonenzak afvuurt. Wanneer van dichtbij afgevuurd, slaat de bonenzak in met de impact van een vuistslag om het doelwit tijdelijk uit te schakelen.
Jagers zullen munitie willen die nauwkeurig raakt en met één enkel schot doodt. Veel van de ontwikkeling van commerciële munitie voor handvuurwapens is op dit gebied geweest, en heeft veel variaties in kruitladingen en kogelconfiguratie omvat.
Doelwitschutters zullen munitie blijven ontwikkelen die een uitstekende nauwkeurigheid en herhaalbaarheid biedt voor wedstrijdschieten.
Waar vindt u meer informatie
Boeken
Bames, Frank C. Cartridges of the World, 6th ed. DBI Books, Inc., 1989.
Hackley, F.W. History of Modern U.S. Military Small Arms Ammunition. Macmillan, 1967.
Tijdschriften
Gresham, Grits. “Nosler en zijn partitie. Sports Afield, december 1992, p. 40.
Langreth, Robert. “Softkill.” Popular Science, oktober 1994, pp. 66-69.
– Douglas E. Betts