- Baggrund
- Råmaterialer
- Design af kugler & Fremstilling
- Hylsterkonstruktion & Fremstilling
- Tændsats Design & Fremstilling
- Fremstillingsprocessen:
- Størrelse af hylsteret
- Indsættelse af tændladning
- Opladning af hylsteret
- Samling af kuglen
- Kvalitetskontrol
- Fremtiden
- Hvor kan man få mere at vide
- Bøger
- Tidsskrifter
Baggrund
Ammunition til håndvåben, eller patroner, bruges i en række forskellige skydevåben, lige fra pistoler til rifler og haglgeværer til tungere automatiske våben, der undertiden kaldes maskingeværer. Udtrykket “kugle” bruges almindeligvis til at beskrive patronen, selv om det i virkeligheden kun henviser til projektilet. Den korrekte terminologi for patronens bestanddele er kugle, hylster, tændladning og drivladning eller krudt. Hver komponent fremstilles separat og samles derefter til patronen. Specifikationer for størrelse, form, tændingsart og ballistisk ydeevne er blevet standardiseret for størstedelen af den militære og civile ammunition, men der findes stadig mange forældede og enestående “vilde” patroner. Håndvåbenammunition omfatter patroner med en kuglediameter, eller kaliber, på op til 0,75 tommer (.750 kaliber). Hovedparten af produktionen vedrører patroner med kugler af kaliber .45 eller mindre.
Indtil det 19. århundrede var den eneste måde at lade et våben på, at man først hældte krudtet i løbet, derefter lagde man en smurt kludplaster omkring en blykugle og stødte kuglen ned i løbet til krudtet med stødstangen. En flintlås frembragte en lille gnist, eller en slagtøjshætte frembragte et lille eksplosionsbrag for at antænde krudtet, som affyrede den lappede kugle. Dette var en meget langsom proces og gav ofte et upræcist skud. Efter gentagne affyringer blev løbet tilsmudset med krudtrester i en sådan grad, at det blev umuligt at lade.
I begyndelsen af 1800-tallet indså våbenfabrikanterne, at en øget præcision og skudhastighed kun kunne opnås ved at omkonstruere den måde, hvorpå kuglen, krudtet og antænderen blev indlæst i våbnet. Det første vellykkede nye design blev lavet i 1848 af Christian Sharps. Hans design benyttede sig af en åbning, eller bagstykke, i bunden af løbet, der var tættest på den person, der affyrede våbnet. Lukningen kunne lukkes manuelt for at forsegle enden. Med Sharps design blev kuglen lagt ind i det åbne bundstykke efterfulgt af en krudtladning, der blev holdt i en papirpose. Når udløbet blev lukket, blev posen skåret op. Herved blev krudtet frigjort, som derefter kunne antændes af slagkapslen.
I 1852 blev der udviklet en patron med en metalhylster af Charles Lancaster fra England. Den indeholdt krudtet inde i hylsteret med kuglen i den ene ende. Omkring samme tid udviklede en anden englænder, oberst Boxer, og en amerikaner, Hiram Berdan, også en patron med metalhylster, som indeholdt en antænder eller primer, der blev indsat i midten af hylsterets bund. Primeren indeholdt en lille mængde slagsensitiv sprængstof, der kunne udløses, når den blev ramt af en stift – kendt som tændnålen – som var en del af våbnet. Konceptet med metalhylsterpatronen med central affyring, som Boxer og Berdan udviklede, har overlevet til i dag og er grundlaget for moderne ammunitionsdesign til håndvåben.
Råmaterialer
Kugler er fremstillet af en blylegering, der ofte indeholder tin og antimon. Nogle kugler har en tyk kappe af kobber over ydersiden for at forbedre ydeevnen.
Hylstre er fremstillet af messing, stål eller aluminium. Messing er det mest almindelige. Haglgeværhylstre er ofte fremstillet med en polypropylen

plasthylster, der er fastgjort til en metalbase. Nogle få patronhylstre til håndvåben er blevet fremstillet af plast, men har ikke fået bred accept.
Primere er fremstillet af en kop af kobber- eller messinglegering med en ambolt af messing og er fyldt med en slagfølsom blystyphnatantænder. Primerens metaldele er normalt forniklet for at modstå korrosion.
Drivmidler kan variere fra sort krudt til et mere moderne røgfrit krudt, der indeholder nitrocellulose. Drivmidler er omhyggeligt sammensat med henblik på at antænde og skabe en ekspanderende gas, der fremskynder kuglen ned gennem løbet. Ekspansionshastigheden, krudtpartiklernes fysiske størrelse og form samt drivmidlets stabilitet er alle vigtige faktorer i den kemiske formel, der anvendes til at fremstille det.
Design af kugler & Fremstilling
Kugler kan fremstilles ved flere forskellige processer. Mindre kugler i kaliber .22 er normalt af bly og presses eller koldformes i form. Et lille stykke tyk blytråd skæres til den rette længde og formes til kugleformen ved hjælp af et matricesæt i en automatisk presse. Der kan opnås høje produktionshastigheder med denne type automatiseret proces. Mange håndvåben- og riffelkugler, der anvendes til konkurrenceskydning, støbes ved hjælp af konventionelle støbemetoder. Det smeltede bly hældes i kugleformens hulrum, afkøles hurtigt og trækkes derefter ud af formen. Det punkt, hvor blyet trænger ind i hulrummet (eller “sprue”), fjernes, når kuglen trækkes ud. Både koldformede og støbte kugler kan forbedres yderligere ved kobberbelægning. Ved pletteringsprocessen aflejres der elektrisk et tyndt lag kobber på ydersiden af kuglen, hvilket beskytter blyet mod oxidation og giver en hårdere overflade til at gribe ind i rillerne eller riflerne i løbet, som giver kuglen et spin, der forbedrer præcisionen. Kobber reducerer også tilsmudsningen af riflen med bly efter affyring, hvilket gør det muligt for skydevåbnet at bevare præcisionen efter mange affyringer.
For at forbedre kuglens ydeevne og præcision blev den “kappede” kugle udviklet. Dette er en familie af kugler, der anvender en kraftig ydre skal af messing eller kobber, som normalt er fyldt med bly ved støbning eller koldformning, og som har flere forskellige konfigurationer med henblik på specifikke præstationskriterier. Nogle eksempler er FMJ (full metal jacket), JHP (jacketed hollow point) og JSP (jacketed soft point), hver med muligheder som boattail design, kontrolleret ekspansion, tracer, brandstiftelse og panserbrydende. Disse kuglers messing yderskal griber tæt ind i riflingerne ved affyring, hvilket giver en tæt pasform for forbedret præcision. For at forbedre præcisionen yderligere er kuglens bund reduceret i diameter for at forbedre luftstrømmen og stabiliteten under flugten. Soft nose- og hollow point-kugler er designet til at ekspandere, når de rammer målet, for at forstærke deres virkning.
Specialiserede kugler findes undertiden i militære applikationer. Panserbrydende kugler kan være af massivt messing eller kobberkappet stålkerne. Disse kan trænge igennem motorblokke og flyrammer og beskadige og uskadeliggøre mekanismerne i dem. Tracers har en lille mængde af en fosforforbindelse i deres base. Ved affyring antændes fosforen og brænder med et skarpt lys. Om natten kan man se dem strejfe væk fra affyringspositionen og hen imod målet, så skytten kan følge kuglen under dens flugt og foretage justeringer af sigtekortene. Brandkugler indeholder små mængder magnesium, der ligesom fosfor brænder, når det antændes, men forbliver brændende i længere tid og forårsager antændelse af brændstoffer eller ammunition ved nedslag i målet.
Hylsterkonstruktion & Fremstilling
Næsten alle hylstre til håndvåbenammunition er af en messinglegering. Nogle bruger aluminium, stål eller plast, men messinghylstre er mest populære og lettest at fremstille.
Hylsterets udformning bestemmes af det skydevåben, som ammunitionen anvendes i. Den typiske messinghylster er formet af udglødet plade ved at trække med et sæt af flere stempler og matricer. Det første trin af det multiple matricesæt former metallet, det andet strækker metallet dybere, det tredje danner kanten osv. Hvert trin strækker metallet lidt længere, indtil det sidste trin giver et nøjagtigt formet hylster. Æskerne trimmes til i længden, og tændhullet stanses. Der foretages varmebehandling og aflastning af udvalgte typer af hylstre for at forbedre holdbarheden. Dette sker i store batchovne, hvor kurve af kasser opvarmes med en temperatur, der er tilstrækkelig høj til at blødgøre metallet uden at forvrænge det. Når det er afkølet, er metallet “afslappet” og bedre i stand til at modstå den hårdhændelse, der følger med brændingen. Nogle hylstre i håndvåbenkaliber er forniklet af hensyn til holdbarheden ved genladning, korrosionsbestandigheden og for at forbedre udseendet. Hver hylster er stemplet med oplysninger om f.eks. kaliber, fabrikant, ammunitionskoder og fremstillingsår.
Tændsats Design & Fremstilling
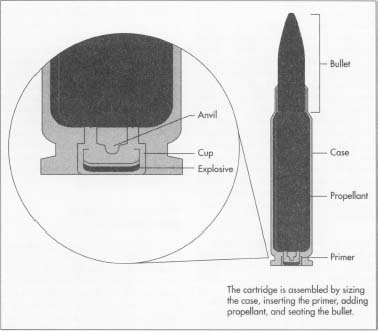
Tændsatsen består af to metaldele og en lille mængde sprængstofforbindelse. Primere findes i forskellige størrelser afhængigt af skydevåbenet. Hvis man bruger en lille pistolprimer som eksempel, er bægeret normalt ca. 0,32 cm (0,125 tommer) i diameter og 0,32 cm (0,125 tommer) højt og fremstillet af blødt kobber eller messing. Indeni er der anbragt en lille mængde af det slagfølsomme sprængstof blystyphnat, og i åbningen er der trykket et trekantet stykke, kaldet ambolt, ind. Når tændstiften rammer koppens midte, falder den sammen og klemmer sprængstoffet mellem dens indre overflade og ambolten. Sprængstoffet antændes og skyder en flamme gennem lynhullet, der antænder drivmidlet og affyrer patronen.
Fremstillingsprocessen:
Samlingsprocessen for patronens komponenter begynder med en grundig rengøring og polering af hylsteret ved hjælp af en vibrationsfinisher. Finisheren arbejder ved at vibrere et majsbiprodukt (tørrede og malede majskolber) med en polermasse rundt om kassetterne, hvilket giver dem en høj glans. Efter denne klargøring er de klar til den endelige samling. Sådan samles en typisk metalpatron med central affyring:
Størrelse af hylsteret
- 1 Hylstrene føres ind i en ladningspresse, som først størrelsessætter hylsteret. Denne formning
former metalhylsteret til standardmål. Hylsteret skal være inden for 0,001 tomme, for at det kan fungere korrekt.
Indsættelse af tændladning
- 2 Tændladningen presses derefter ind i hylsterets tændingshul i niveau med bunden. Primeren skal flugte, ellers vil patronen ikke føres korrekt ind i våbenmagasinet, hvilket forårsager en “blokering”. Samtidig udvides hylstermundingen en smule som forberedelse til at modtage kuglen.
Opladning af hylsteret
- 3 Hylsteret er “opladet” eller fyldt med den korrekte mængde drivladning. Dette trin er af største vigtighed, for en fejlberegning eller dobbelt opladning kan være katastrofalt.
Samling af kuglen
- 4 Kuglen sættes fast i den åbne ende af hylsteret. Kuglen har en belægning af smøremiddel for at forhindre korrosion og hjælpe med samleprocessen. Kuglen presses derefter ind i hylsteret for at give den korrekte samlede længde af patronen. Krympningen reducerer diameteren i den åbne ende af hylsteret og fastholder kuglen tæt og lukker samlingen sammen, så der ikke kan trænge fugt ind i krudtet.
Den presse, der anvendes til samling af patroner, skal føre hver enkelt komponent nøjagtigt og i den korrekte rækkefølge. Ellers kan hylstre blive ugrundede, krudt udelades, eller kugler sættes forkert. Enhver af disse forhold kan i det mindste resultere i en fejltænding eller tab af præcision og i værste fald medføre, at skydevåbnet sprænger i luften ved affyring. I hvert trin af processen udfører særlige matricer den vigtige samlefunktion. Stemplerne er fremstillet af værktøjskarbid for at sikre lang levetid og har nøje justeringer for at producere kvalitetsammunition.
Efter samling pakkes de færdige patroner, normalt 50 stk. i en kasse, og forberedes til forsendelse til skytten.
Kvalitetskontrol
De fleste producenter skyder tusindvis af deres egne patroner som en del af deres kvalitetskontrolprogrammer og -processer. Præcisionen, trykket, pålideligheden, hastigheden og konsistensen registreres. De våben, der anvendes til dette formål, er specialfremstillede, meget præcise og udstyret med elektronik til dataindsamling. Hver produktionsrække af en bestemt patron får en “lotkode”. Dette nummer, der er trykt på ammunitionsæsken, gør det muligt at registrere og spore ammunitionen. Hvis et bestemt parti skulle vise problemer i felten, kan den pågældende gruppe tilbagekaldes og udskiftes ved hjælp af partikodesystemet.
Fremtiden
Håndvåbenammunition vil være tilgængelig i sin nuværende form inden for en overskuelig fremtid. Dens funktion vil fortsat være at fremføre et projektil over en afstand for at ramme et mål. Variationer i materialet og udformningen af denne ammunition vil være et svar på de specifikke behov hos de mange grupper af brugere af håndvåben.
Militæret vil fortsat udvikle ammunition, der kan trænge ind i og uskadeliggøre en lang række mål, lige fra mennesker til sofistikeret elektronisk udstyr. I øjeblikket undersøger de “ikke-dødelige” våben og ammunition, som kan sætte et mål ud af funktion uden at ødelægge det. Håndvåben i denne kategori omfatter håndholdte kemiske lasere, der kan slå elektroniske sensorer ud, og skumgeværer, der affyrer et klæbrigt skum, som omslutter målet. Disse ikke-dødelige anordninger skal supplere, ikke erstatte de konventionelle håndvåben og den konventionelle ammunition.
Politiet er også interesseret i ikke-dødelige våben og ammunition. Gummikugler, der rammer uden at trænge igennem, anvendes allerede til bekæmpelse af optøjer. En anden anordning er et haglgevær, der affyrer en lille bønnesæk. Når den affyres på tæt hold, rammer bønnesækken med samme virkning som et slag og gør målet midlertidigt ukampdygtigt.
Jægere vil ønske ammunition, der rammer præcist og dræber med et enkelt skud. En stor del af udviklingen af kommerciel ammunition til håndvåben har været på dette område og har omfattet mange variationer i krudtladninger og kuglekonfiguration.
Skydespillere vil fortsat udvikle ammunition, der giver fremragende præcision og repeterbarhed til konkurrenceskydning.
Hvor kan man få mere at vide
Bøger
Bames, Frank C. Cartridges of the World, 6th ed. DBI Books, Inc., 1989.
Hackley, F.W. History of Modern U.S. Military Small Arms Ammunition. Macmillan, 1967.
Tidsskrifter
Gresham, Gresham, Grits. “Nosler and His Partition”. Sports Afield, december 1992, s. 40.
Langreth, Robert. “Softkill.” Popular Science, oktober 1994, s. 66-69.
– Douglas E. Betts